VEB Präzisions-Drehmaschinen
Leipzig
DMT 160x280
Bj. 1975
25.01.2014
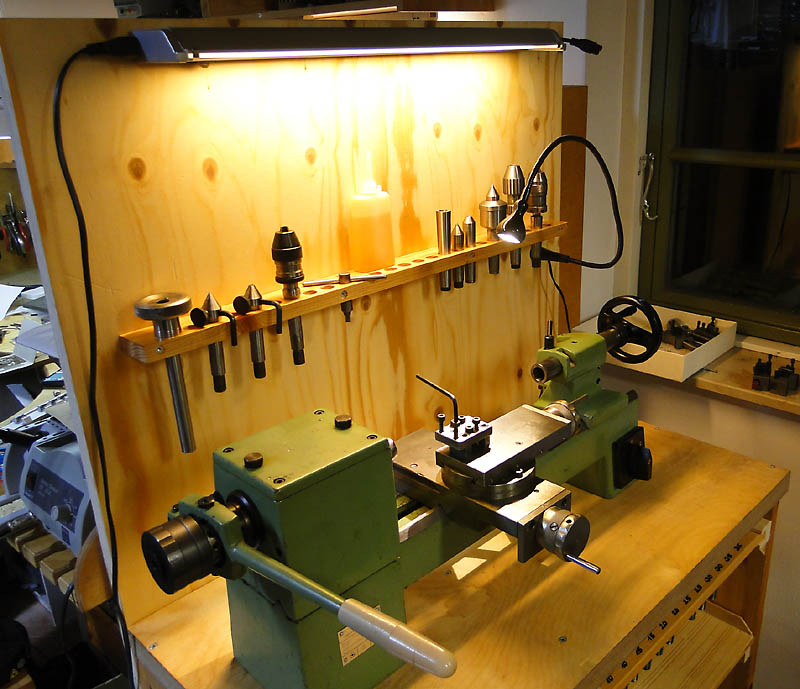
Es wurde wirklich mal zeit, sie unter der Werkbank hervor zu holen, um mit
ihr zu arbeiten.
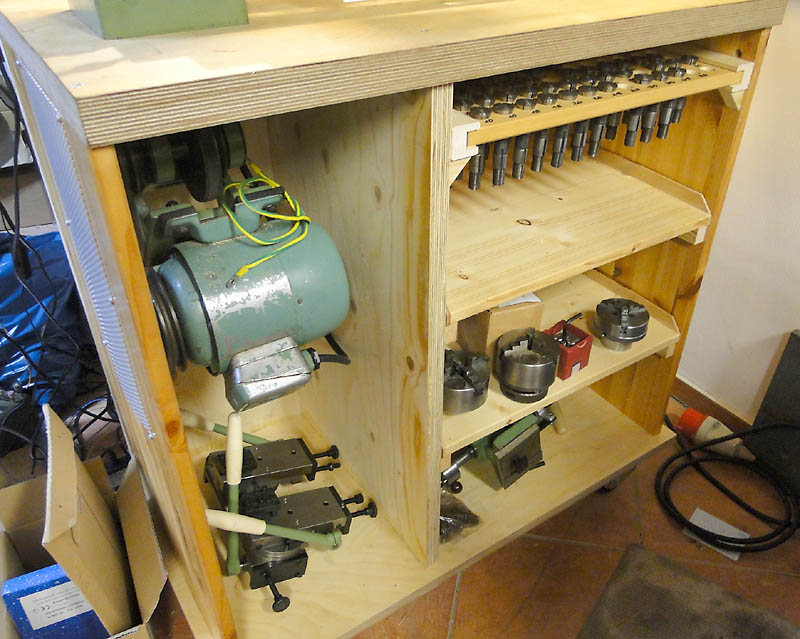
Jetzt hat sie einen Unterschrank auf Rollen.
Das Schränkchen ist aus Resten zusammen gebaut. z.B. 25er "Wisa-Spruce"-Sperrholzplatte
und 40er Birke Multiplex.



Und wo ich schon mal die Knipse in der Hand hatte, habe ich gleich mal meine
Futteraufnahme fotografiert:

Die sieht ja genau so schrecklich aus!
Wahrscheinlich passiert es öfter mal, dass ein Span dazwischen kommt.
Und das Teil ist nicht hart.
Aber das Futter läuft ganz gut rund.
21.04.2014
Da ich mal wieder etwas Werkstatt-Zeit hatte, habe ich überlegt, welches
kleine Projekt ich mal schnell umsetzen könnte.
Da viel mir ein kleines Dreibackenfutter aus DDR-Produktion in die Hand, welches
ich für die DMT adaptieren wollte.
Also erst einmal die Spannzangenkontur in einer Aufspannung gedreht:
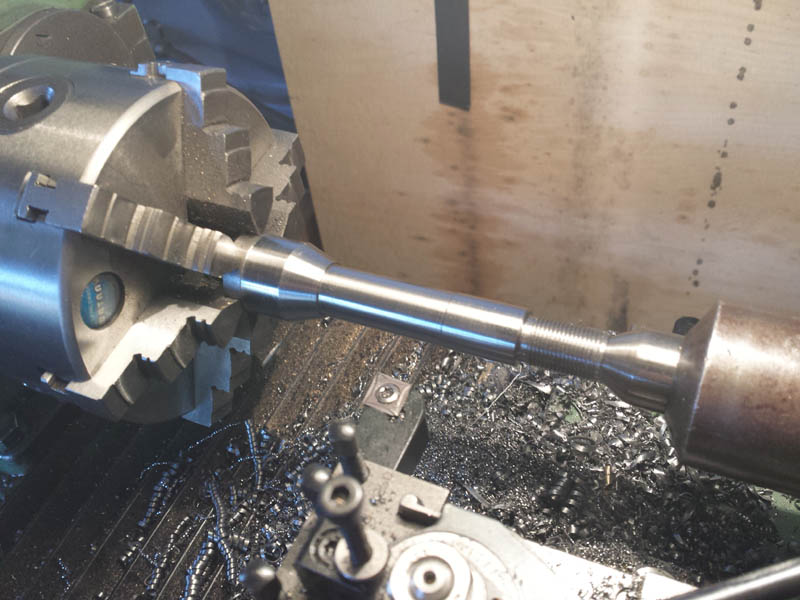
Die passte wunderbar. Da kam dann dieser Futterflansch drauf. Der gehörte
mit zur Futterlieferung:
Beide Teile habe ich zusammen geschrumpft.
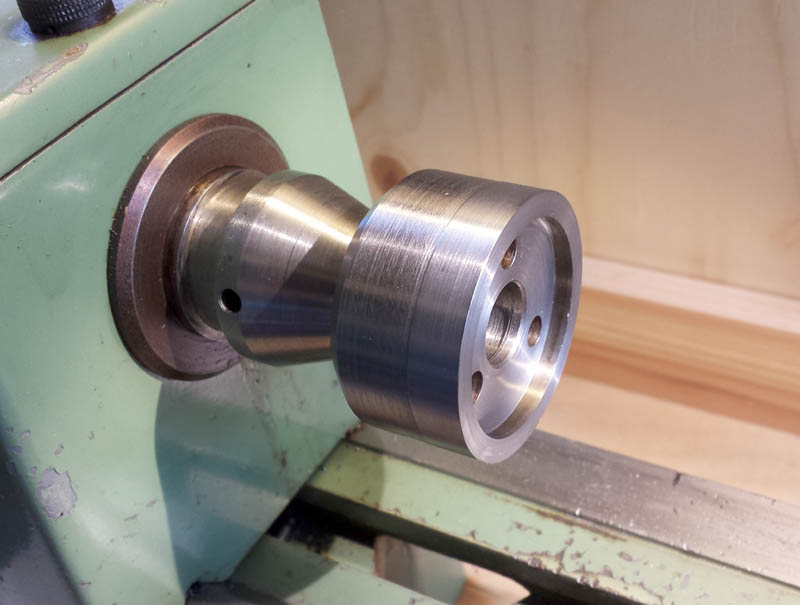
So sieht das Gegenstück vom Futter aus:

Beides zusammen:
Dateianhang:

Und in der Spindel:
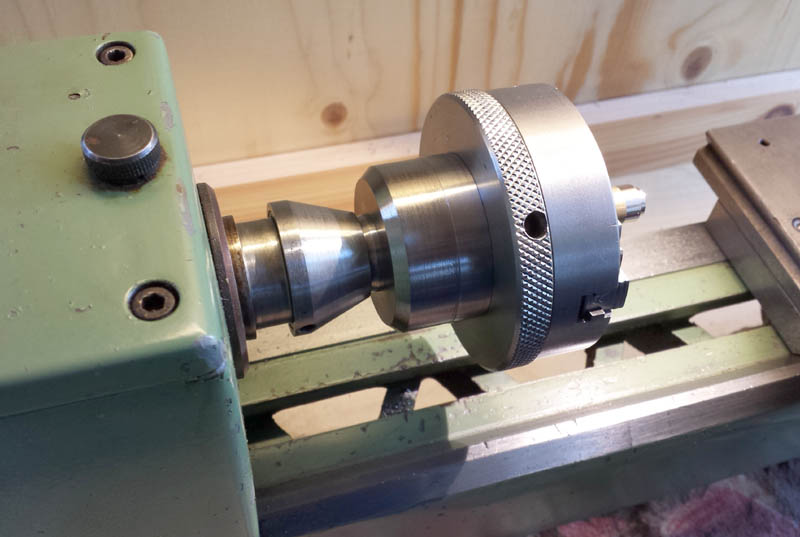
Da ich mit allergrößter Sorgfalt gearbeitet habe, läuft der
Futterkörper ohne Fehler plan und mit 2/100 rund.
Was nicht passt, ist der Rundlauf des Werkstücks. Da bin ich bei 1/10.
Die Backen sind aber schon mal nachgeschliffen. Das werde ich jetzt wohl neu
schleifen müssen.
21.06.2014
Ich habe mir neulich zwei Sechsbackenfutter von Koch für meine DMT besorgt.
Als ich jetzt das eine benutzen wollte, mußte ich feststellen, dass
die Aufnahme ein falsches Gewinde hatte.
Es war M13x1,25 drauf, anstatt M13x1.
Da musste ich erst mal grübeln, wie ich das ändern kann. Eine Feilprobe
ergab, dass die Aufnahme nicht hart ist.
Also habe ich das alte Gewinde abgedreht, und ein M10x1 drauf geschnitten.
Dann habe ich mir eine Gewindehülse gemacht, als Adapter von M10x1 zu
M13x1:

Test:

passt!
31.10.14
Lange habe ich mit dem Kauf eines Wechselstahlhalters gezögert.
Die geringe Höhe über Support war das KO-Kriterium.
Eine gute Lösung wäre der neue Multifix
Aaa von PeWeTools
gewesen.
Dafür gibt es Kassetten, in denen der Schacht für den Drehstahl
sehr weit unten liegt.

Foto: PeWeTools
Dann hätte ich mich aber auf 5mm-Drehstähle beschränken müssen.
Durch Zufall kam ich an einen Tripan
011.
Der Franzose retec68
verkauft welche auf einer bekannten Internet-Verkaufsplattform.
Der ist auch sehr winzig und kam mit einer Kassette 032.
Die Kassetten kosten einzeln ca. 60€ das Stück.
Durch den Schwalbenschwanz kann man sie aber leicht selbst bauen.

Die Originalkassette ist Tripan-typisch asymmetrisch.
Darauf habe ich verzichtet, denn der Grundkörper kann problemlos geschwenkt
werden.
Was richtig schief gegangen ist, ist das Schwarzbrennen mit Öl.
Die Ölkohle-Schicht löst sich teilweise ab.

Stahlhalter für 6mm- und 8mm-Drehstähle

5 Stück habe ich gemacht
Wie funktioniert so ein kleiner Tripan eigentlich?
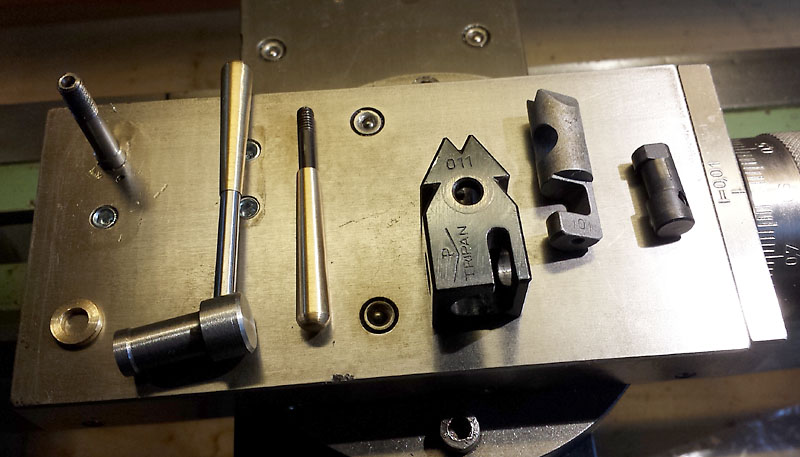
Wenn man den Spannhebel heraus schraubt, kann man den Exzenterbolzen seitlich
heraus drücken.
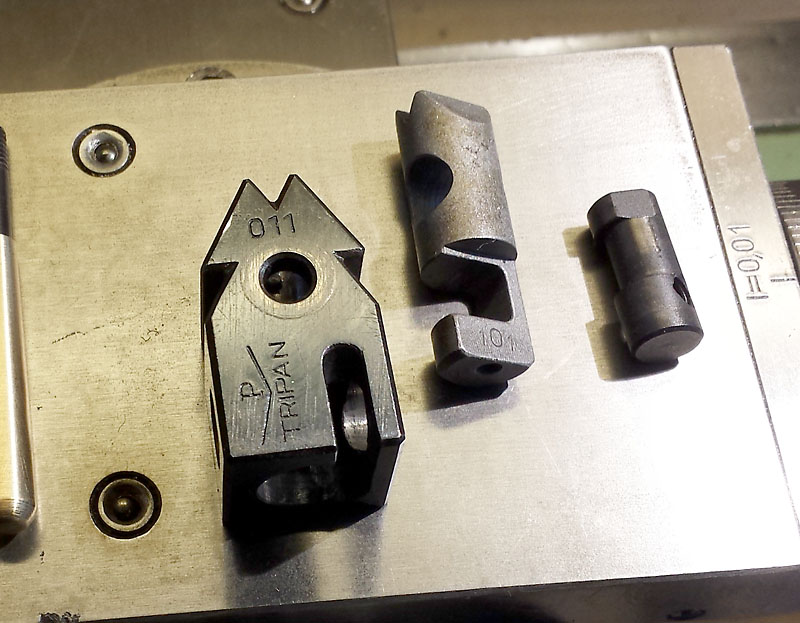

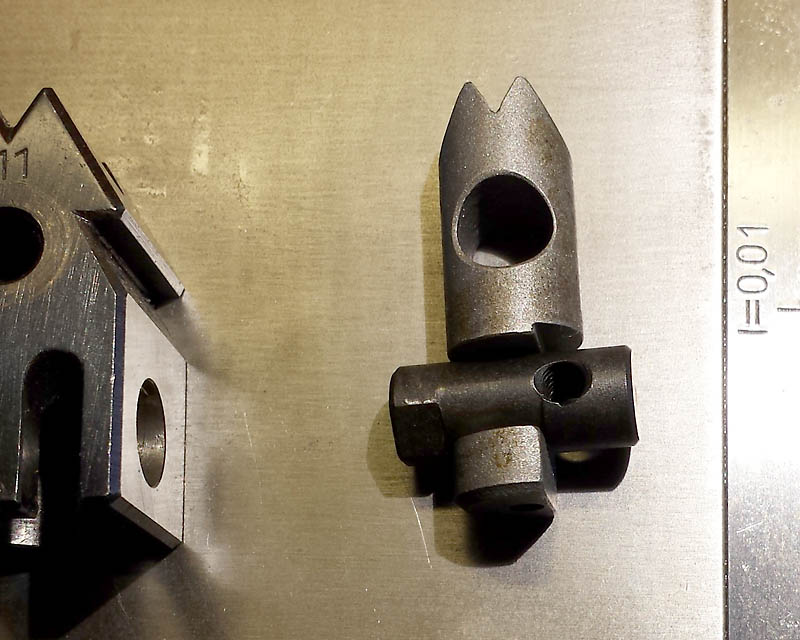
So sitzt der Exzenter im Druckstück.
06.11.14
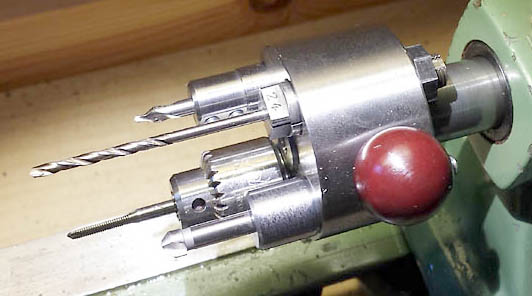
Der Revolver-Reitstock...
...ist eine feine Sache. Man kann 4 verschiedene Werkzeuge einspannen.
Zugestellt wird mit einem Handhebel.
Ein sehr genau geschliffener Vierkant läuft auf einer geschliffenen Platte,
wahrscheinlich mit ganz leichter Vorspannung,
denn die Führung ist absolut spielfrei. Man kann den Revolver absolut
kein bisschen verdrehen.
Für jede der 4 Werkzeugpositionen gibt es einen eigen Tiefenanschlag.

Die Werkzeugaufnahme-Bohrungen sind Ø8mm und haben einen 20°-Konus, mit
2mm Verdehzicherung.
Es passen somit Spannzangen vom Typ E603 von Mehrspindel-Bohrautonaten
Das Gewinde ist dummerweise ein M8x0,85, und ich hatte keine Spannmutter dazu.
Keine meiner beiden Drehmaschinen kann 0,85er Steigung. Am leichtesten ließ
sich das noch auf der MD65 erledigen.
Dazu habe ich bei Mädler ein 85er Zahnrad m1,0 bestellt.
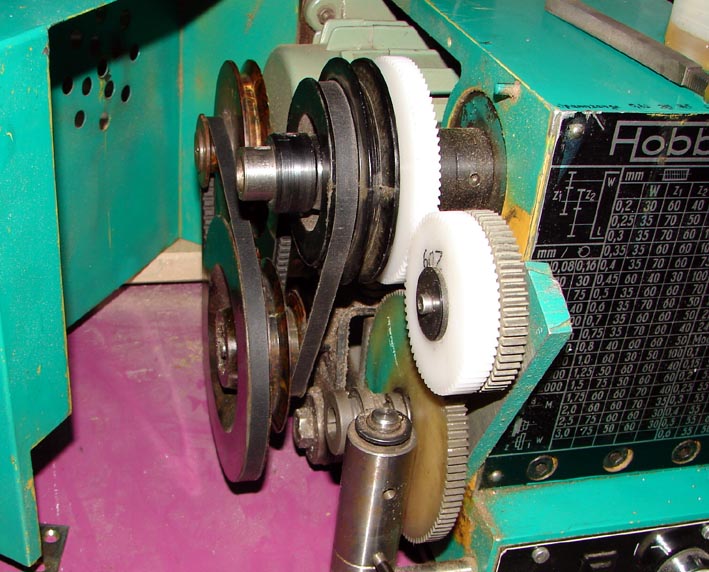
Vorsicht! Gefahr von Augenkrebs durch riskante Farbkombination!
Jetzt kann ich mit der Kombination 100/60/60/85 die entsprechende Steigung
schneiden.
Allerdings geht die Abdeckung so nicht zu!
Als Zwischenrad könnte ich auch etwas kleineres wie 30/30 basteln. Das
käme aufs Selbe raus.
So sehen dann die Muttern M8x0,85 aus:


Sie müssen achtkantig sein, da man sie sonst wegen Platzmangel nicht
drehen könnte.


Den Schaft dieser Aufnahmen habe ich 8,05mm gemacht. Dann gehen sie saugend
in den Revolver.
Der Konus hat auch 20°.
Das Gewinde ist einfach M6. Das reicht für diesen Zweck.

Das ist die Aunahme für das kleine Bohrfutter mit nur 21mm Durchmesser.
Der Futterkegel ist ein Jacobs-Kegel JT0 (Null)
Manchmal liest man auch 0JT
05.07.2015
Nix dickes, nur eine Ablage für die Wechselkassetten.

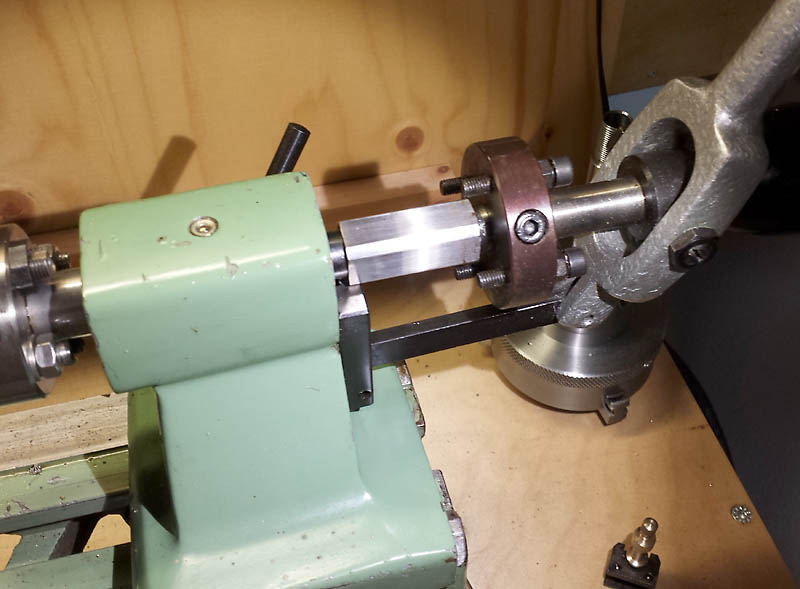
07.03.2015
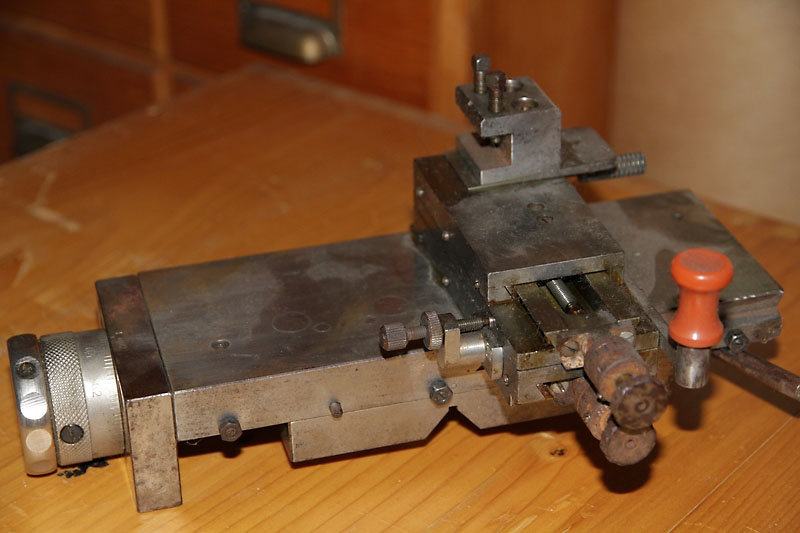
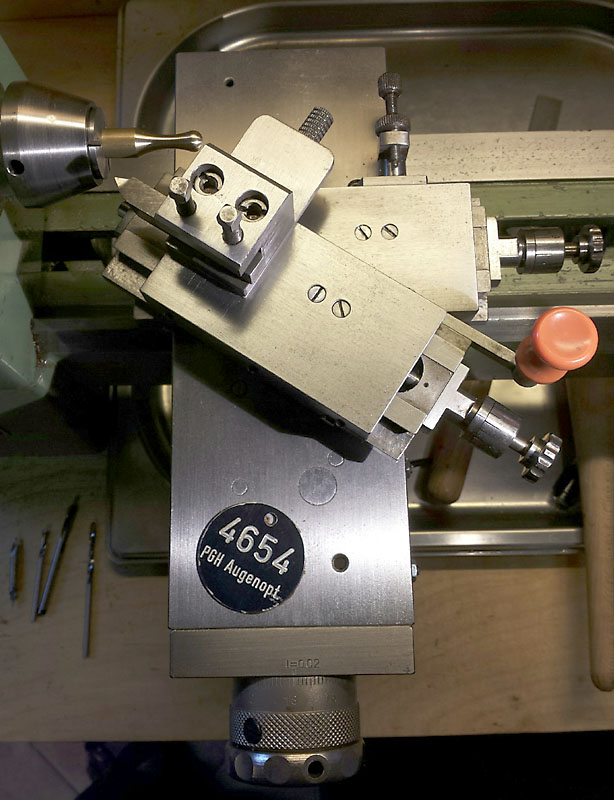
Radiendrehvorrichtung
(Kugeldrehapparat)
Ein netter Forenkollege aus Niedersachsen hat mir eine interessante Radiendrehvorrichtung
angeboten.
Ich hatte erst ein wenig gezögert, weil der Zustand auf den Fotos nicht
besonders gut war, und ein richtges Schnäppchen war es auch nicht.
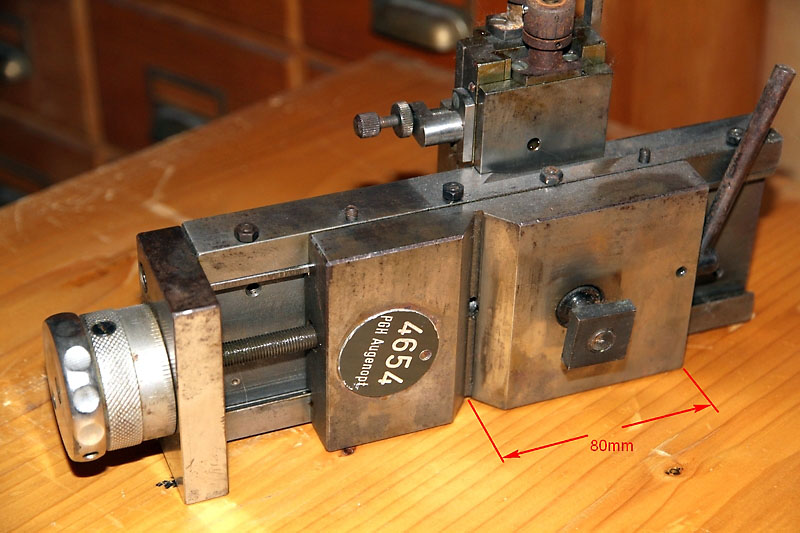
Das Teil ist auf einem originalen Planzug einer DMT160x280 aufgebaut.
Es gehörte anscheinend mal zum Inventar einer PGH Augenoptik.
An den kleinen Hand- und Skalenrädern war der meiste Rost zu finden.
Nach ein paar Stunden Entrostungsarbeit sieht es jetzt so aus:

Die Inventarmarke liegt dort nur. Sie ist nicht befestigt.
Dafür dass der Apparat eine Einzelanfertigung aus irgendeinem kleinen
DDR-Werkzeugbau ist,
ist das erstaunlich gut gebaut, und auch sehr durchdacht.
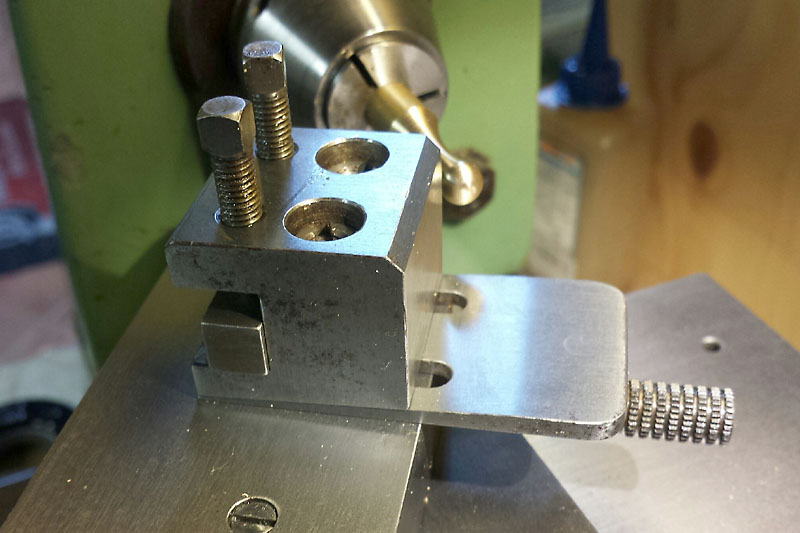
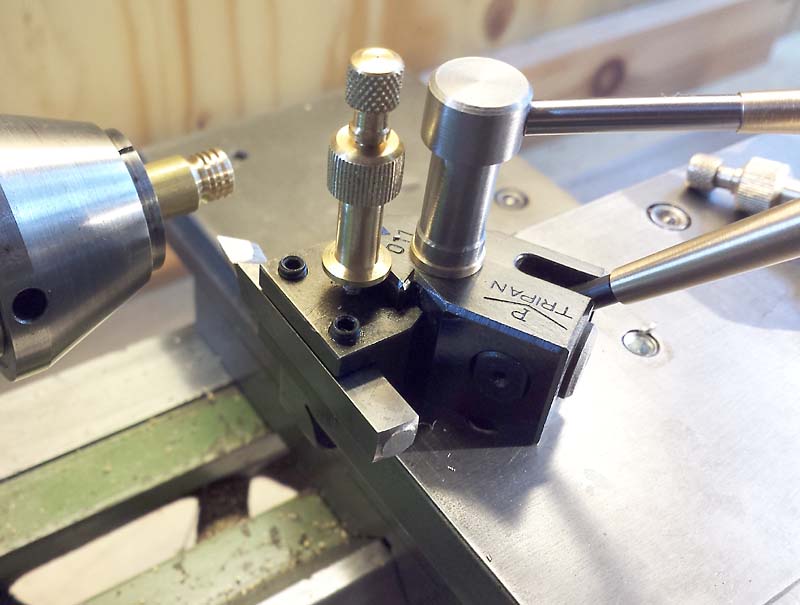
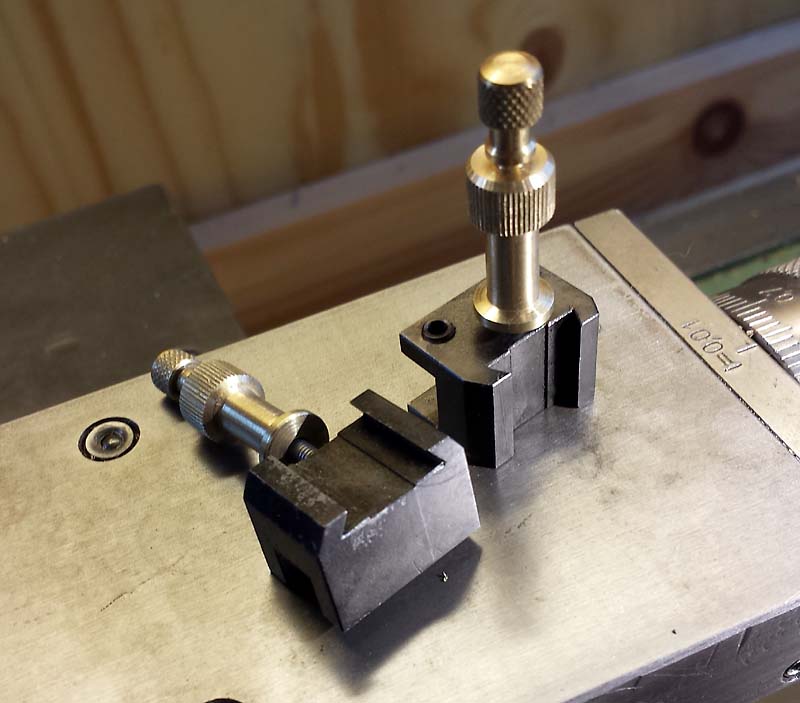
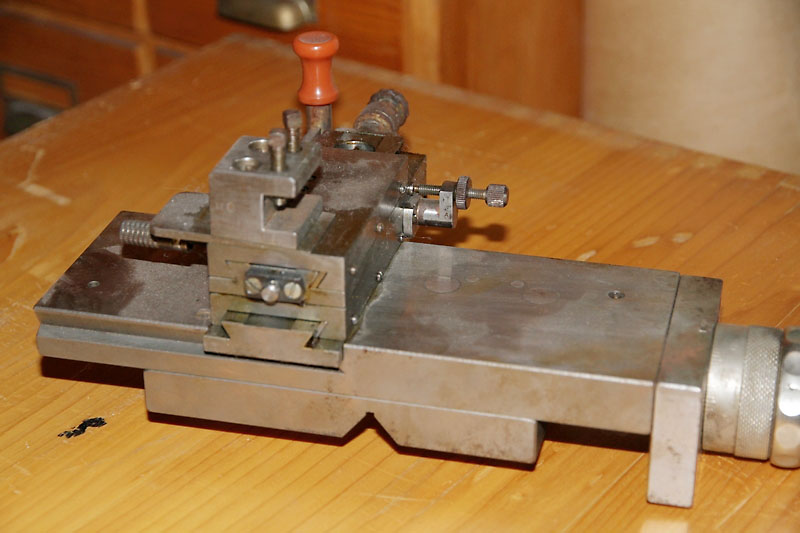
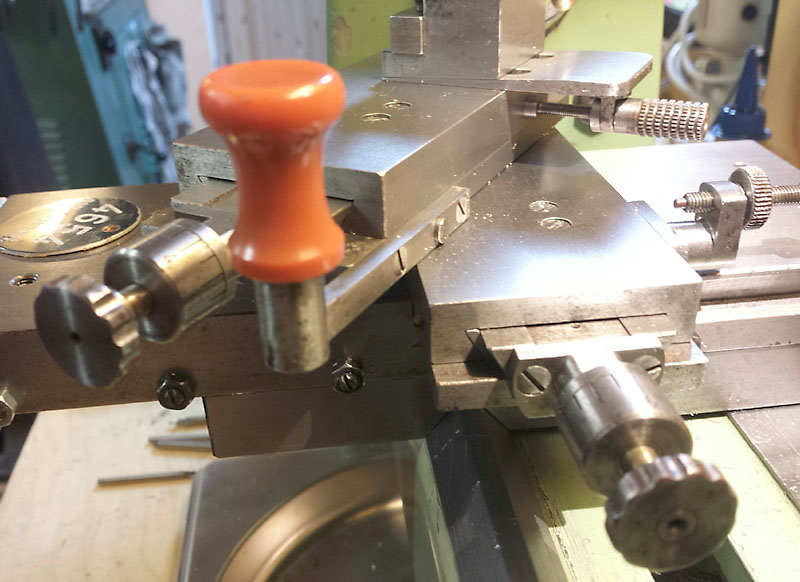
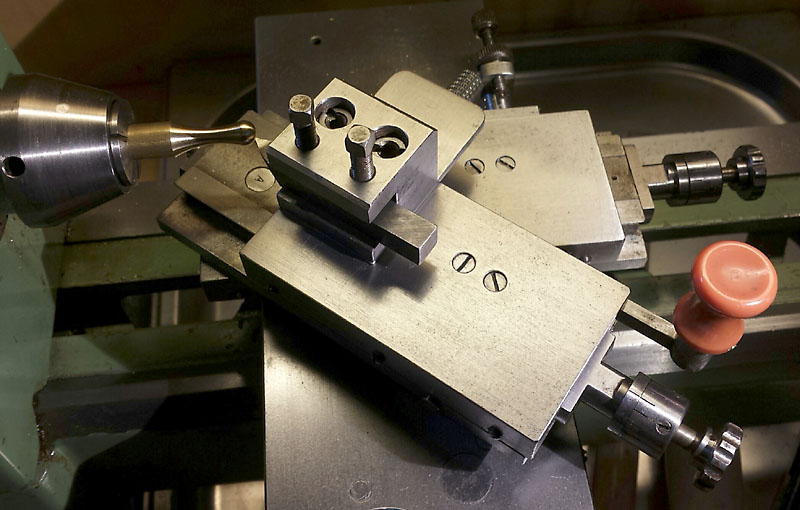
Eine interessante Geschichte ist der Stahlhalter.
Der Keil kann mit der Rändelschraube verstellt werden.
Dazu müssen oben die Schlitzmuttern gelöst werden.
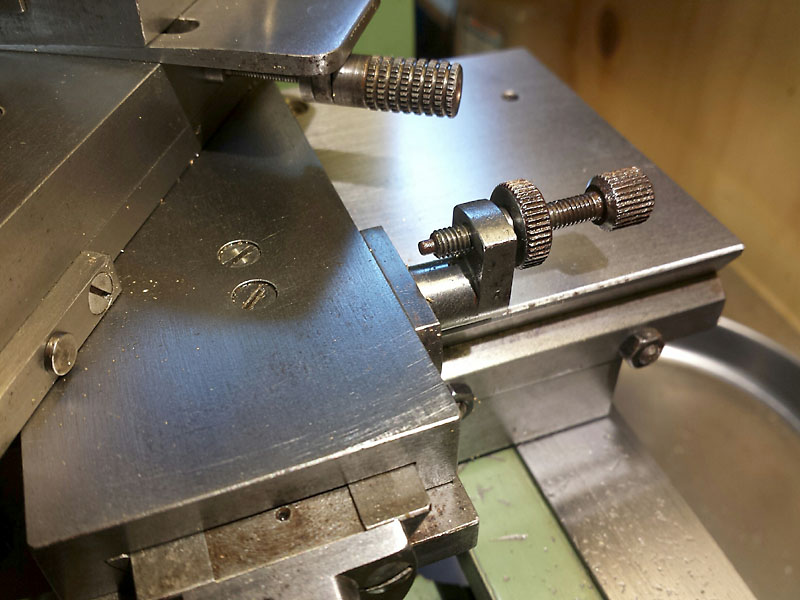
Mit diesem Anschlag kann man beim konvexen Drehen einstellen, wie weit man
hinterdrehen will.
Mit den unteren beiden Schlitten bringt man den Drehpunkt in die gewünschte
Position.
Mit dem oberen Schlitten stellt man ein wie weit das Werkzeug
vor dem Drehpunkt (konkaves Drehen) oder hinter dem Drehpunkt (konvexes Drehen)
steht.

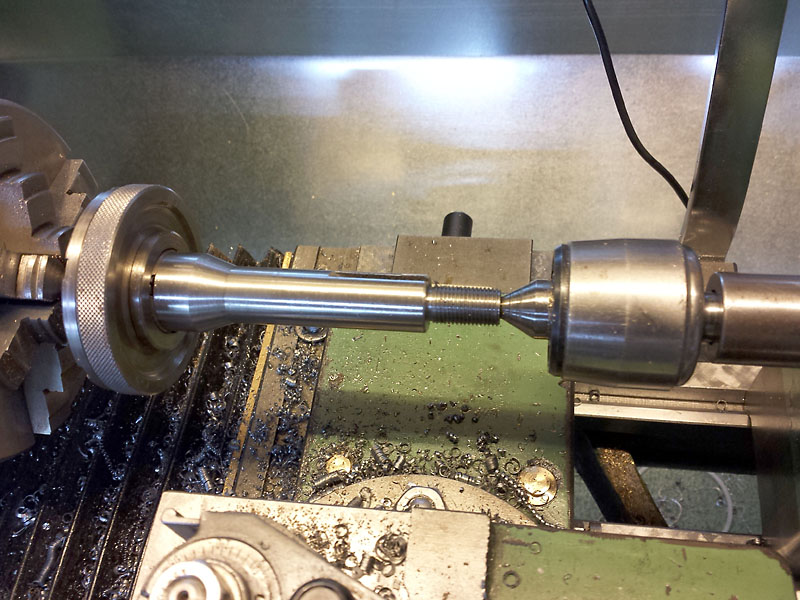
Test: größerer konkaver Radius
Test: kugeliges Ende
Fazit: eine lohnende Investition in etwas, das man gut gebrauchen kann.
Ein Dank an den Kollegen aus Niedersachsen, der den Kontakt zu mir gesucht
hat.
06.07.2016
Neulich hatte ich mal beim Drehen einer Passung das Problem,
dass ich keine vernünftige Position für ein Messtativ gefunden habe.
Das habe ich jetzt wie bei meiner Uhrmacherdrehbank gelöst:


Diese winzigen Messuhren von Käfer haben nur 28mm! Durchmesser, und lassen
sich trotzdem gut ablesen.
Messbereich ist 3mm.
Fortsetzung folgt!